Brief introduction for melt-blown producing

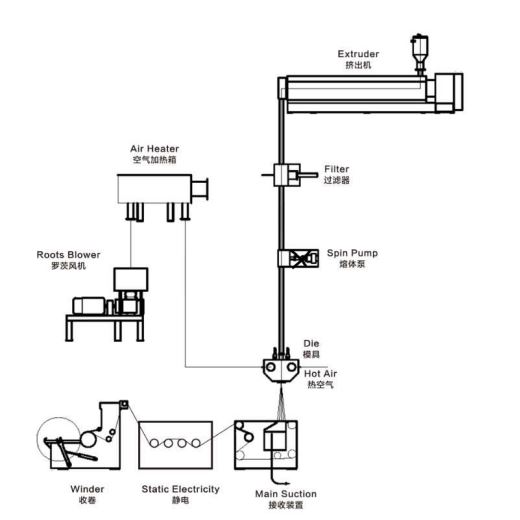
For recently market here has various extrusion production line for melt-blown fabric producing,machine width from 300mm to 3200mm,machinery configuration also have big difference.The main part for melt-blow fabric producing are extruder,mould,roots blower(or air compressor),electret machine and other parts,like screen exchanger、melting pump,these all spare parts need good and stable quality.
1.Extruder:For ending product width,extruder model divided into 50/30、65/30、75/30、90/30、105/30、150/30,etc. The small extruder mainly width is 600mm and relative extruder model is 65/30,the screw and barrel are the most important part,the barrel need slot so as to increase material inside and improving plasticizing affection.Big size machinery also need to slot in barrel and screw speed should control in a middle level;Equipment temperature:We suggest the temperature not too higher; Small size machine temperature reference:1st zone:160~170℃,2nd zone:190~210℃,3rd zone:200~225℃,4th zone:205~230℃, Screen exchange and melting pump temperature should between 225 and 240℃。
2.Mould:Here has various structure of the mould,hanger type is the mainly,when mould selection which request material discharge uniform and balanced.To prevented material block in the mould when in testing,we suggest heating mould in a high temperature oven before using new mould.
3.Roots blower: At present, most roots blowers can be used, or air compressors can be selected, the air volume must be guaranteed, take the 600mm small line as an example: Roots blower of 22KW, if they need to provide 0.08-0.1Mpa continuously, are not as stable as air compressor, mainly due to unstable supply pressure. The temperature setting of the inlet and outlet shall be adjusted according to the distribution of the fabric, and the general setting temperature is between 260-270 degrees. Heating pot temperature: 300-330 degrees.
Width of 1600mm production line : wind pressure: 0.2-0.5MPa. (Generally for low temperature PP materials, the wind pressure can be selected to be smaller, the medium and high temperature materials, melting finger of materials around 1300 the wind pressure can be higher).
4.Electret equipment: the electret equipment is relatively critical, the core component rotor cannot be broken down at 100,000 volts. At present, the domestic electret electrostatic electret equipment does not do very well. Normal start-up should reach more than 60,000 volts. The electrostatic adsorption effect is better.
5.The use of melting pump is more critical, the ratio between the screw and the metering pump should be calculated, so as to avoid too much or too little materilas, backflow and uneven fabric thickness.
The melt-blown method is a method for preparing fibers by blowing polymer melts with high-temperature and high-speed airflow to rapidly draw them.
After the polymer slices are heated and pressed into a molten state by the screw extruder, they reach the spinneret hole at the front of the nozzle through the melt distribution flow channel, and after extrusion, they are refined by two converging high-speed and high-temperature airflows stretching.
The refined fibers are cooled and solidified on the screen device to form a melt-blown nonwoven fabric.
Process of running machinery:
1.Under higher temperature and higher pressure,the melt-blown fabric would be more soften.
2.Slowly reduce die head temperature and hot wind temperature till the melt-blown fabric seems a little rigid.
3.Record temperature of die head and screw at present.
4.Adjust air pressure、melt extrusion volume will make the melt-blown soften;
5.The size of tuyere and spinneret
6.Adjust winding speed so as to reach the best winding result.
7.According to the winder speed,two steps electret is enough,electrostatic pressure should be more than 60KV,electret equipment should keep 5~7cm distance when in producing.
Abnormal condition handling when running machinery:
1.If melt-blown fabric is not soften under higher temperature, this may cause by temperature sensor or temperature controller,you need to increase temperature till the melt-blown fabric changing into soften;
2.When wind pressure under 0.2Mpa,mould head temperature is close to 210℃ or below this,There is the phenomenon of melt-blown fabric shapeless
3.We suggest bigger size machine use low temperature material and small size machine use middle temperature material;
4.When heating in very high temperature,the melt-blown fabric still not soften or begin to brittle,try to improve temperature till melt-blown fabric soften. Normally speaking,the problems come from machinery,please contact with manufacturer or the material has seriously quality problems.
5.When adding electret masterbatch need adjust the appropriate process parameters to match producing.
6.Adding more electret masterbatch will more helpful to improving product electrostatic effect,but this adding quantity should be in suitable range.
